






9.4施 工
9.4.1施工环境条件除应符合本标准第3.5.3条的规定外,尚应符合下列规定:
1环境温度宜为15℃~30℃;
2 现场应干净;
3 施工宜在室内进行。
9.4.2 塑料材料应储存在干燥、洁净的仓库内。
9.4.3 基体表面处理应符合下列规定:
1 待衬里的基体表面不得有油脂、临时保护物和粉笔记号等污染物,并可采用蒸汽脱脂;
2 需要粘接衬里的基体表面应进行喷射清理,基体表面处理等级应符合本标准表4.2.2-1的规定;
3 当喷射清理无法处理公称直径较小的管道时,可采用手工除锈;
4喷射清理后,基体表面的所有灰尘、残留物和碎屑应扫除或真空清除。
9.4.4衬里工艺应符合下列规定:
1 塑料板施工放线、下料应准确;在焊接或粘接前宜进行预拼;
2 粘接剂应在有效期内使用;
3 采用热固性树脂类粘接剂时,从衬里开始到粘接剂完全固化,粘接剂的温度不应低于10℃;
4基体表面喷射清理后至衬里施工的间隔时间应符合本标准第4.3.4条的规定;
5衬里板材应进行切割和热成型,衬里板材与基体之间应紧密粘接;应对转角部位进行热成型,不得在转角部位焊接;
6衬里粘接到基体表面时,衬里和基体之间不得留有空气;
7衬里塑料之间焊接前,应选择焊接材料和焊接工艺,焊接工艺应评定合格;
8焊接接头表面应光滑平整,热塑性塑料衬里的焊接接头形式(图9.4.4)应包括常用V形坡口焊接接头、带盖板的高强度要求的焊接接头、仅用于衬里前的焊接接头、用于筒体与平底的焊接接头、用于衬里接管处的角接接头。


9.4.5软聚氯乙烯板空铺法和压条螺钉固定法的施工应符合下列规定:
1基体的内表面应光滑平整,无凸瘤凹坑等现象。
2施工时应先铺衬立面,后铺衬底部;先衬筒体,后装支管。
3支撑扁钢或压条下料应准确。棱角和焊接接头应磨平,支撑扁钢与设备内壁应撑紧,压条应采用螺钉拧紧,固定牢固。支撑扁钢或压条外应覆盖软聚氯乙烯板并焊牢。
4当采用压条螺钉固定时,螺钉应呈三角形布置,立面行距宜为400mm~500mm。
5 软聚氯乙烯板接缝应采用搭接,搭接宽度宜为20mm~25mm,应采用热风焊枪熔融本体并加压焊接。焊接时,在上、下两板搭接内缝处,应每间隔200mm点焊固定,搭接外缝处应采用焊条满焊封缝。软聚氯乙烯板的焊接工艺参数宜符合表9.4.5的规定。

9.4.6 软聚氯乙烯板粘接法的施工应符合下列规定:
1 软聚氯乙烯板的粘接可采用满涂粘接剂法或局部涂粘接剂法,粘接剂的配合比应符合本标准第9.2.4条的规定。
2板材接缝可采用粘接剂进行对接或搭接。
3 软聚氯乙烯板粘接前可采用酒精或丙酮进行处理,粘接面应打毛至无反光。
4 当采用局部涂粘接剂法时,应在接头的两侧涂覆粘接剂,软板中间粘接剂带的间距宜为500mm,其宽度宜为100mm~200mm。
5粘接时应在软板和基体内壁上各涂覆粘接剂两遍,并应纵横交错进行。涂覆应均匀,不得漏涂。第二遍的涂覆应在第一遍粘接剂干至不粘手时进行,待第二遍粘接剂干至微粘手时,再进行软聚氯乙烯板的粘接。
6粘接时,应顺次将粘接面间的气体排净,并应采用辊子进行压合,接缝处应压合紧密,不得出现剥离或翘角等缺陷。
7当粘接剂不能满足耐腐蚀和强度要求时,应在接缝处采用焊条封焊或按本标准第9.4.5条第5款的规定执行。
8粘接完成后应进行养护。养护时间应按粘接剂的固化时间确定。固化前不得震动或使用。
9.4.7氟塑料(PTFE)板进行松衬法施工时,可先将氟塑料板焊成筒体,再进行衬装,并应翻边。松衬法宜衬装内径公称尺寸较小的设备。
9.4.8 氟塑料(PFA、FEP、ETFE、ECTFE和PVDF)板粘接法的施工应符合下列规定:
1 粘接时应在氟塑料板的过渡层和基体内壁上各涂覆粘接剂两遍,并应纵横交错进行。涂覆应均匀,不得漏涂。
2 粘接时,应顺次将粘接面间的气体排净,并应采用辊子进行压合,接缝处应压合紧密,不得有剥离或翘角。
3在接缝处应采用焊条封焊或板材搭接焊。
9.4.9 氟塑料板焊接成型可采用热风焊、挤出焊或热压焊。PFA、FEP、ETFE、ECTFE和PVDF可采用热风焊、挤出焊,PTFE可采用热压焊。
9.4.10 氟塑料(PFA、FEP、ETFE、ECTFE和PVDF)板的焊接应符合下列规定:
1 焊接工艺参数应经焊接工艺评定合格。
2焊接部位应切成60°~80°的坡口,并应采用溶剂清洗焊口,焊条在焊接处宜呈90°,焊枪宜呈45°(图9.4.10-1)。

3焊接速度宜为50mm/min~100mm/min。
4板与板焊接形式宜采用V形坡口形式[图9.4.10-2(a)、图9.4.10-2(b)],高强度要求的板与板焊接的V形坡口上,宜采用板增强焊形式[图9.4.10-2(c)]。圆筒与支管焊接形式宜采用V形坡口形式(图9.4.10-3)。

9.4.11 氟塑料(PTFE)板的热压焊接应符合下列规定:
1 焊接工艺参数应经焊接工艺评定合格;
2 焊刀材料应采用导热性能好并具有一定刚性的金属材料;
3 焊刀几何结构(图9.4.11-1)宜采用板与板焊接用长条焊刀和板与管焊接用圆筒形焊刀;

5 焊接温度宜为380℃±5℃,焊接压力宜为1.0MPa~2.0MPa,焊接施压时间宜为4h~8h。
9.4.12 热塑性塑料衬里管道的施工宜采用松衬法,松衬法宜包括挤压成型、模压成型、液压成型、推压烧结成型和缠绕烧结成型。
9.4.13 热塑性塑料衬里管的外径应与无缝钢管的内径相匹配。
9.4.14无缝钢管两端宜采用板式平焊法兰、带颈平焊法兰或平焊环松套法兰焊接。
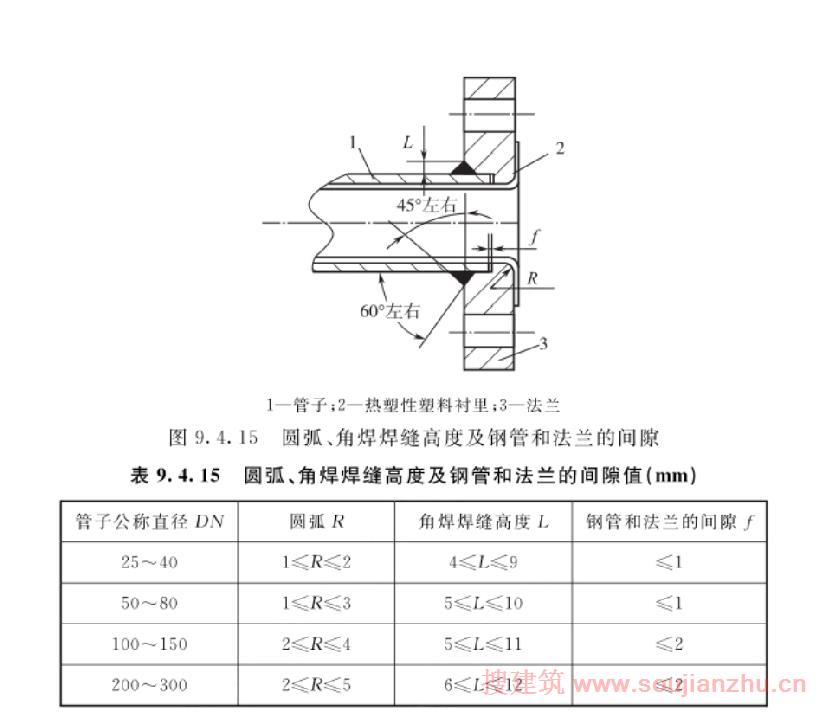
9.4.15 法兰与钢管连接处的转角应圆滑过渡。当设计压力不小于1.0MPa或公称直径不大于300mm时,其圆弧、角焊焊缝高度及钢管和法兰的间隙(图9.4.15)应符合表9.4.15的规定。
9.4.16 热塑性塑料衬里管道的翻边处应进行加热,并应压平。
9.4.17 当热塑性塑料衬里需要粘接到基体上时,应制订合理的施工措施方案和粘接剂固化条件。当需要检测耐温性能时,应按现行行业标准《塑料衬里设备 耐温试验方法》HG/T 4091的有关规定执行。
9.4.18 热塑性塑料衬里在设计温度、最大使用温度与室温之间多次循环后,应粘接牢固,热胀冷缩试验应合格。
9.4.19 施工完成的热塑性塑料衬里应连续完整,不得有裂纹、气泡、针孔等缺陷。
9.4.20 当需要更换部分衬里时,应符合下列规定:
1 更换的衬里材料应与原有的衬里材料具有相同的类型和等级;
2 更换部分粘接在基体上的衬里时,其粘接剂应与原衬里一致;更换衬里的工艺应符合本标准第9.4.4条的有关规定。
9.4.21 当所有热塑性塑料衬里返修工作完成后,应进行电火花针孔检测,其他项目的检验应按本标准第9.5节的有关规定执行。
9.4.22 热塑性塑料衬里设备及管道的包装、储存、运输和安装除应符合本标准第3.7节的有关规定外,其储存温度不应低于0℃。




