






9.3设 计
9.3.1 热塑性塑料衬里材料的设计温度宜符合表9.3.1的规定。


9.3.2当有成熟的使用经验时,设计温度可不受本标准第9.3.1条的限制。
9.3.3热塑性塑料衬里材料的选用除应符合本标准第3.4节和第6.3.8条第1款~第8款的规定外,尚应包括下列内容:
1衬里材料在特定环境中的应力腐蚀开裂情况;
2高温下的衬里与基体表面粘接时,使用粘接剂体系的耐温度极限;
3设备的尺寸大小及衬里的焊接;
4设备结构的复杂性;
5衬里材料的热膨胀性能和蠕变特性;
6真空度对衬里的影响。
9.3.4 热塑性塑料衬里设备及管道的使用工况适用性应符合下列规定:
1应有应用经验;
2 当无应用经验时,应按使用工况进行试验验证。
9.3.5 热塑性塑料衬里的厚度设计应符合下列规定:
1 依据衬里方式、衬里材料和预期的使用工况,在设计时应规定衬里的名义厚度;
2 衬里的最小厚度不得小于名义厚度的80%;
3 采用滚塑方式的衬里,可采用钢网加固,钢网厚度不应计入衬里的有效厚度。
9.3.6采用焊接衬里时,板材宜先预热成型后再焊接。
9.3.7 衬里设备的设计除应符合本标准第9.1.6条的规定外,尚应符合下列规定:
1 衬里设备应有足够的刚度,在吊装、运输、安装和操作中的变形应受控;
2 衬里设备应满足表面预处理和衬里施工期间人员进出要求,应保证通风,并应设置人孔,人孔大小和数量应根据设备容积、直径大小以及接管大小和数量确定;
3衬里设备不得采用铆接结构;
4在不使用衬里的部位可采用螺栓连接;
5待衬里的基体表面等级与典型缺陷及控制要求应符合本标准第3.2.7条和第3.2.8条的有关规定;
6衬里完成后,需安装的配件应采用衬里材料衬贴或采用耐腐蚀材料制造;
7与设备内衬的连接应采用法兰连接;当确需螺纹连接时,该部件应采用耐腐蚀材料制造;
8接管应采用短的直管,法兰密封面不应设置水线;
9加热盘管、分布管应在衬里完成后安装,其位置与衬里表面的距离不得小于100mm;当加热盘管、分布管的使用温度小于80℃时,与衬里表面的距离不得小于25mm;
10喷嘴或插入管引入的流体不得直接冲击衬里;
11 热塑性塑料衬里设备的外部不得加热;
12 采用焊接板材的衬里设备,衬里的设计构造应便于塑料板的焊接。
9.3.8 待衬里设备的制造应符合下列规定:
1 所有焊接接头应采用连续对接接头形式;
2 焊接接头与母材应平滑过渡;焊接接头不得有表面裂纹、未焊透、未熔合、表面气孔、夹渣飞溅物和锋利的边缘等缺陷;
3 焊接接头的熔渣、飞溅物及类似材料应去除;
4 待衬里设备的表面预处理和喷射清理的检查和修补应符合本标准第4.1.5条的规定,修补和喷射清理后应检查合格;
5 基体的对接形式(图9.3.8-1)可按允许对接接头和不允许对接接头分类;

6 基体外角连接形式(图9.3.8-2)可按允许的连接形式和不允许的连接形式分类;

7基体内角连接和凹槽(图9.3.8-3)可按允许形式和不允许形式分类;


8基体内封头与筒体的搭接形式(图9.3.8-4)可按允许形式和不允许形式分类;

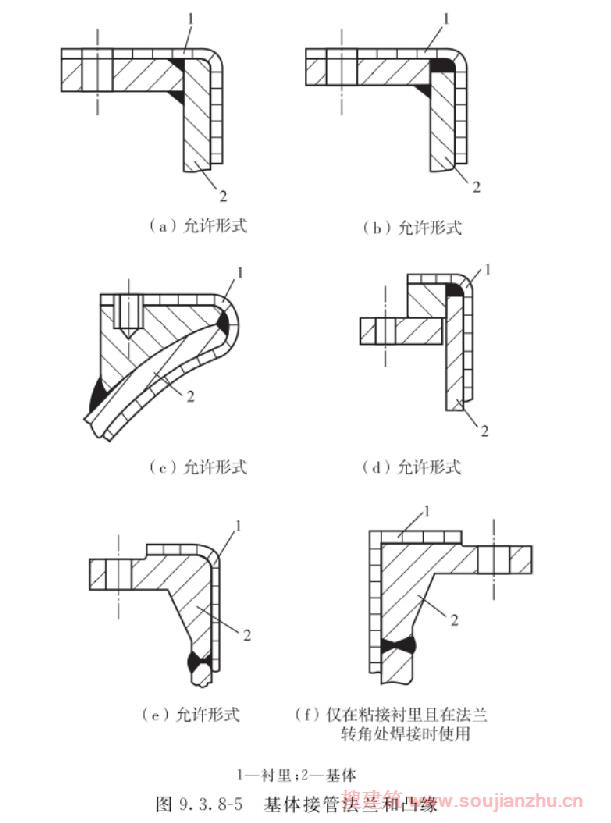
9基体接管法兰和凸缘(图9.3.8-5)可采用的允许形式;
10设备衬里施工前,基体上的吊耳、垫板、连接板等预焊件应焊接完成,衬里完成后不得施焊;
11基体的钻孔应在衬里施工前完成;
12热塑性塑料衬里基体转角处的半径值应符合本标准第3.2.2条的有关规定;
13 基体表面不得有划痕、点蚀坑、轧制等表面缺陷,其控制要求应符合本标准附录A和附录B的有关规定;
14 对旋转部件,在衬里施工前后均应进行动平衡试验,并应合格;
15设备衬里施工前,应在设备底部和其他位置设置检漏孔。
9.3.9衬里管路设计应便于焊接接头、弯头和三通等表面的预处理,也应便于挤压方式的衬里施工。管路系统(图9.3.9)应由直管、弯头和三通等组成,可按允许形式和不允许形式分类。


9.3.10当有负压工况时,热塑性塑料衬里设备应按现行行业标准《塑料衬里设备 衬里耐负压试验方法》HG/T 4093的要求进行耐负压试验;热塑性塑料衬里管道的耐负压试验可按现行行业标准《塑料衬里复合钢管和管件》HG/T 2437的有关规定执行。
9.3.11在20℃时,热塑性塑料衬里和基体间的拉拔剥离强度不得小于5N/mm。




