






6.3 设 计
Ⅰ基体设计
6.3.1 设备壳体的设计除应符合本标准第3.2节的有关规定外,尚应符合下列规定:
1 衬里钢壳最小名义厚度应符合表6.3.1的规定。

2衬胶接管内有插入件时,可插入的最大外尺寸应为接管内径减4倍的衬里厚度。
3需衬胶的法兰宜采用全平面密封,且密封面不得加工密封水线。
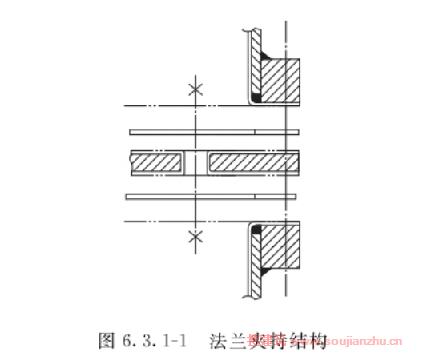
4需衬胶的填料支撑板、多孔板、除雾器支撑板等宜采用法兰夹持结构(图6.3.1-1)。
5 结构复杂的液体分布器、塔盘、喷淋组件等内件,宜选用不需衬胶的耐腐蚀材料。
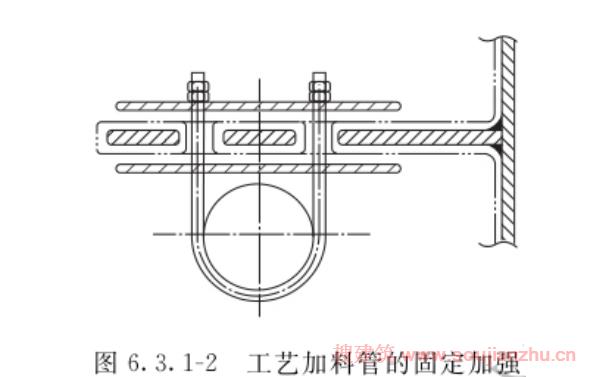
6 由顶部插入的较长的工艺加料管(图6.3.1-2)需固定加强时,与筒体焊接的连接板和介质接触的表面应衬胶板,同时受压衬里表面应采用耐腐蚀材料保护。
6.3.2管道的设计除应符合本标准第3.2节的有关规定外,尚应符合下列规定:
1橡胶衬里管子宜采用无缝钢管,不得采用螺纹焊管。公称直径大于或等于DN550时,可采用直缝焊接钢管;采用铸铁管时,其内壁应平整光滑,并应无砂眼、气孔、沟槽、重皮等缺陷。
2弯头应优先采用冲压成型,现场弯制成型的弯头内表面应无皱褶。
3需现场组装和检修时,在弯头的一端应设置活套法兰,三通的主管、支管也应各设置一活套法兰。管线上设有带活套法兰的管件时,管线一端也应设置活套法兰。
4异径管内径不得呈阶梯形,法兰面应与异径管中心垂直。
6.3.3 橡胶衬里设备及管道采用本体加压硫化时,应按使用操作压力和衬里硫化压力两者中的较大值确定设计压力,并应对设备及管道进行强度计算和校核。
6.3.4 设备壳体阴阳角的圆弧半径的最小值应符合本标准表3.2.2的有关规定。
6.3.5 真空设备及管道橡胶衬里侧所有焊缝表面应进行100%渗透检测,并应符合现行行业标准《承压设备无损检测 第5部分:渗透检测》NB/T 47013.5的Ⅰ级规定。
6.3.6 橡胶衬里设备及管道的法兰垫片材料应采用软胶,软胶垫片的胶种不得与衬里的胶种相同。
6.3.7 真空系统管径的公称直径大于或等于DN600,且采用橡胶软垫片时,垫片厚度宜为5mm。
Ⅱ衬里设计
6.3.8 橡胶衬里的设计条件除应符合本标准第3.4节的有关规定外,尚应包括下列内容:
1 正常使用温度、最高或最低温度、温度变化周期;
2 正常工作压力、最高或最低压力、压力变化周期;
3 间隙操作或连续操作;
4 磨损;
5 设备清洗操作要求;
6 机械损伤;
7 设备搬运、储存期间的特殊气候条件;
8 大规格设备、管道或部件的道路运输条件;
9 硫化罐尺寸;
10 现场施工时的蒸汽量、水源条件。
6.3.9橡胶衬里胶板的选择除应符合本标准第6.3.8条的规定外,尚应符合下列规定:
1 能进入硫化罐的衬里设备及管道,衬里应优先选用硫化罐硫化的胶板;
2 无法进入硫化罐或运输受限、体积较大的橡胶衬里设备及管道,衬里胶板的选择次序应为带压本体硫化胶板、常压蒸汽硫化胶板、常压热水硫化胶板、自硫化胶板、预硫化胶板;
3 真空操作的衬里设备及管道,衬里应采用硫化罐硫化的胶板;无法进入硫化罐的,应采用带压本体硫化胶板;
4介质含有固体悬浮物且有耐磨损要求时,宜采用软胶板,也可采用1层硬胶板做底层,1层软胶板做面层;2层胶板需加热硫化时,应采用相同的硫化条件;
5 介质含有较多固体颗粒或管内流速较大的管道,应优先选用硫化罐硫化的预制成型无接头软胶筒或软胶板;
6 需进行机械切削加工的橡胶衬里构件,衬里应采用硬胶板。
6.3.10 橡胶衬里厚度设计应符合下列规定:
1 采用1层衬里时,厚度宜为4mm~6mm;最小厚度不应小于3mm,最大厚度不应大于8mm;
2 有特殊要求时,可采用多层衬里,但总层数不应超过3层,总厚度不宜大于8mm;
3 衬里搭接接头厚度可不受本条第1款、第2款的限制。
6.3.11衬里接头可分为搭接、对接等形式(图6.3.11-1),应优先采用搭接接头。单层衬里、多层衬里面层、设备转角处应采用搭接接头,多层衬里底层和中间层宜采用对接接头。在盐酸或氢氟酸等工况下,可采用橡胶覆盖条加强接头形式(图6.3.11-2)。

6.3.12 衬里接头的搭接宽度不应小于胶板厚度的4倍,且不宜大于32mm。设备转角处的搭接宽度不应小于50mm。
6.3.13相邻衬里接头应错开,其最小距离不宜小于200mm。采用多层衬里时,相邻衬里层的接头也应错开,其距离不宜小于200mm。
6.3.14 衬里纵、横接头相交处,不得采用十字形接头,应采用T形接头,T形接头错缝距离应大于200mm。
6.3.15 衬里削边和接头搭接方向应根据设备及管道结构确定。衬里接头搭接方向应与介质流向一致。
6.3.16 大型储罐锥顶或拱顶的衬里,应按与顶板拼接相同的方式布置衬里的接头(图6.3.16),不宜采用平行接头。





