






7.4施工
7.4.1衬铅的施工准备除应符合本标准第3.1节、第3.5节的有关规定外,尚应符合下列规定:
1 衬铅施工前,基体表面处理等级应符合本标准表4.2.2-1的规定;
2 整体设备在衬里前,应在设备壳体最底部钻2个~4个直径为5mm~10mm的衬铅检漏孔;
3 铅板的下料场地应平整清洁,应设置木质平台,下料者应穿软底鞋;
4 敲打铅板应使用木制工具,不得使用金属工具;
5 下料完毕的铅板,应注明尺寸、编号,并应妥善存放;
6 铅板吊装应轻起轻放,绑扎时应加衬垫,不得使用钢丝绳直接绑扎起吊。
7.4.2 衬铅的焊接施工准备应符合下列规定:
1施焊前,应清除焊缝中的油脂、泥砂、水或酸碱等杂质;
2焊缝处不得有熔点较高的氧化铅层;在施焊前应采用刮刀刮净,使焊缝区域露出金属光泽;应随焊随刮,刮净的焊口应在3h内焊完;多层焊时,每焊完一层,应刮净后再焊下一层;
3对接焊缝应根据焊件的厚度,留出不同的间隙,并应切出适当的坡口;
4厚度在7mm以下的焊件,应采用搭接焊,搭接尺寸应为25mm~40mm;
5铅板焊接时,焊缝应错开,不得十字交叉,错开距离不应小于100mm;
6焊接前,焊缝应平整,不得有凹凸不平现象;
7焊接前应将焊缝相互对正,可采用点焊固定,点焊间距应为200mm~300mm
7.4.3衬铅的焊接应符合下列规定:
1铅板的固定结构应符合本标准第7.3.6条的规定。
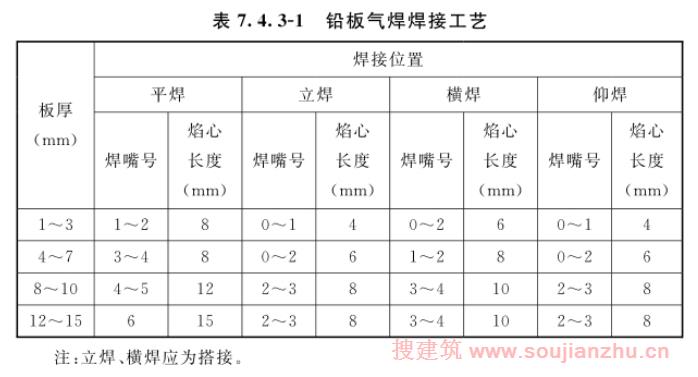
2铅板焊接应采用氢氧焰,铅板气焊焊接工艺应符合表7.4.3-1的规定。
3.焊条选用应符合表7.4.3-2的规定。

4平焊对接焊缝,当板厚为1.5mm~3mm时,焊接不应少于2层,也可采用卷边对接,卷边高度应等于板厚,施焊时可不加焊条;当板厚为3mm~6mm时,焊接不应少于3层;当板厚为6mm~10mm时,焊接不应少于4层;当板厚为10mm以上时,焊接不应少于5层。平焊接头形式应符合表7.4.3-3的规定。


5铅板厚度在7mm以下时应采用搭接立焊。
6横焊应采用搭接。当板厚为1mm~2mm时,可不加焊条;当板厚为3mm~4mm时,焊接不应少于2层;当板厚为5mm~7mm时,焊接不应少于3层。焊缝尺寸应符合本标准表7.4.3-3的规定。
7仰焊应采用搭接,焊接厚度不得大于6mm。
7.4.4搪铅的施工准备除应符合本标准第3.1节、第3.5节的有关规定外,尚应符合下列规定:
1搪铅施工前,基体表面处理等级应符合本标准表4.2.2-1的规定,并应露出金属光泽;表面粗糙度等级应符合设计规定,当设计无规定时,应符合本标准表4.2.3的“中等级”规定;
2 称量、配制和盛装焊剂的器皿、涂覆焊剂用的毛刷应清洁,不得被油脂等污染;
3 设备表面应平整,焊缝应采取对接形式,焊缝余高不应大于3mm,并应磨光,不应有焊渣或毛刺等缺陷。
7.4.5 搪铅可采用直接搪铅法或间接搪铅法。
7.4.6 直接搪铅法应符合下列规定:
1 搪铅应在水平位置上进行,当基体倾斜超过30°时,每次搪铅的厚度宜为2mm~4mm,搪道宽度宜为15mm~25mm;
2 搪铅不应少于2层;搪完第1层后,应采用清水将附着在表面上的焊剂洗净,并应采用刮刀将表面刮光,再进行第2层搪铅,直至所需厚度;最后一层应用火焰重熔一次。
7.4.7 间接搪铅法应符合下列规定:
1被搪表面应采用加热涂锡法进行挂锡,挂锡层应薄而均匀,挂锡厚度应为15μm~20μm,再进行搪铅;
2 搪铅温度应为190℃~230℃。
7.4.8搪铅时,每层均应进行中间检查。厚度应均匀一致,不应有夹渣、裂纹、鼓泡、气孔、焊瘤等缺陷。





