






4.3 施 工
Ⅰ一般规定
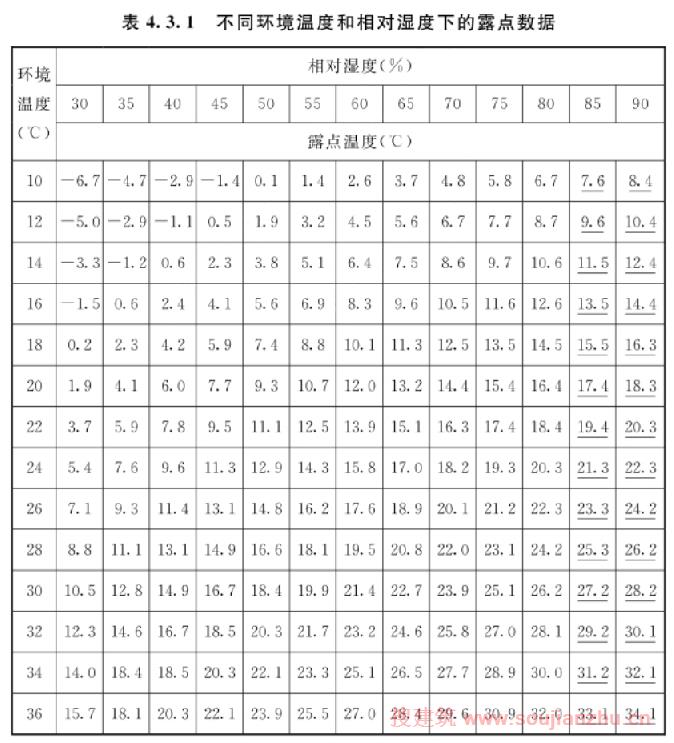
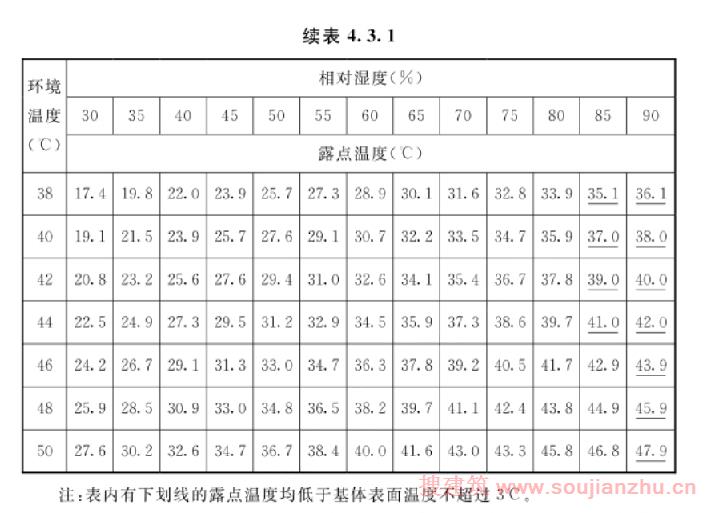
4.3.1施工环境的相对湿度不宜大于80%,基体表面温度与露点温度的关系应符合本标准第3.5.3条第3款的规定。不同环境温度和相对湿度下的露点数据可按表4.3.1确定。
4.3.2基体表面处理后的可溶性氯化物残留量应符合设计规定,当设计无规定时,不宜大于50mg/m。
4.3.3处理合格的基体表面在涂装底涂层涂料前应保持干燥和洁净,当发生再度污染或锈蚀时,应重新进行表面处理。
4.3.4基体表面处理后应及时进行衬里施工或涂装底涂层涂料,间隔时间不宜大于4h。
Ⅱ喷射或抛射清理
4.3.5 采用喷射或抛射清理时,应采取防止粉尘扩散的措施。
4.3.6 喷射或抛射清理使用的压缩空气应干燥、洁净,不得含有水分和油污。
4.3.7 喷射、抛射清理用磨料可分为金属磨料和非金属磨料,其质量应符合下列规定:
1 金属磨料的质量应符合现行国家标准《涂覆涂料前钢材表面处理 喷射清理用金属磨料的技术要求 导则和分类》GB/T18838.1、《涂覆涂料前钢材表面处理 喷射清理用金属磨料的技术要求 第2部分:冷硬铸铁砂》GB/T 18838.2、《涂覆涂料前钢材表面处理 喷射清理用金属磨料的技术要求 第3部分:高碳铸钢丸和砂》GB/T 18838.3、《涂覆涂料前钢材表面处理 喷射清理用金属磨料的技术要求 第4部分:低碳铸钢丸》GB/T 18838.4或《涂覆涂料前钢材表面处理 喷射清理用金属磨料的技术要求 第5部分:钢丝切丸》GB/T 18838.5的有关规定;
2非金属磨料的质量应符合现行国家标准《涂覆涂料前钢材表面处理 喷射清理用非金属磨料的技术要求 第1部分:导则和分类》GB/T 17850.1、《涂覆涂料前钢材表面处理 喷射清理用非金属磨料的技术要求 铜精炼渣》GB/T 17850.3、《涂覆涂料前钢材表面处理 喷射清理用非金属磨料的技术要求 第6部分:炼铁炉渣》GB/T 17850.6、《涂覆徐料前钢材表面处理 喷射清理用非金属磨料的技术要求 第7部分;熔融氧化铝》GB/T 17850.7、《涂覆涂料前钢材表面处理 喷射清理用非金属磨料的技术要求 第11部分:钢渣特种型砂》GB/T 17850.11的有关规定。
4.3.8当喷射清理薄钢板时,应对磨料粒度、空气压力、喷射距离和角度进行调整。
4.3.9采用喷射或抛射清理时,基体表面不需要做处理的螺纹、密封面及光洁面应妥善保护,不得受损。
4.3.10喷射或抛射清理后基体表面粗糙度等级应符合本标准第4.2.3条的规定,基体表面粗糙度比较样块的制作应符合本标准附录J的规定。
Ⅲ动力工具或手工工具清理
4.3.11 动力工具清理时,可采用电动钢丝刷、电动砂轮等工具。
4.3.12 手工工具清理时,可采用钢丝刷、砂纸、铲刀等工具。
4.3.13 采用动力工具或手工工具清理时,不得使基体受损或变形。




