






6.2 钢质管道焊接
6.2.1 钢质管道的焊接施工应符合现行国家标准《现场设备、工业管道焊接工程施工规范》GB 50236或《钢质管道焊接及验收》GB/T 31032的规定,也可按不低于上述标准相应技术要求的其他焊接施工标准执行。
6.2.2 管道焊接前应进行焊接工艺评定和焊接工艺规程文件编制。当管材、接头设计、壁厚、管径、焊接材料、预热、焊后热处理、电特性等焊接基本要素发生变更时,应重新进行焊接工艺评定和焊接工艺规程文件编制。
6.2.3 焊接材料在保管和搬运时应符合产品说明书的要求,并应符合下列规定:
1 焊条应无破损、发霉、油污、锈蚀,焊丝应无锈蚀和折弯,焊剂应无变质现象,保护气体的纯度和干燥度应满足焊接工艺规程的要求;
2 低氢型焊条焊前应按产品说明书要求进行烘干、保存和使用;当天未用完的焊条应回收存放,重新烘干后首先使用,重新烘干的次数不得超过2次;
3 自保护药芯焊丝不应烘干,纤维素焊条不宜烘干;
4焊丝应在焊接前打开包装;当日未用完的焊丝应妥善保管,防止污染;
5 应采取措施确保焊接气体的纯度、配比及含水量等指标符合焊接要求。
6.2.4 当出现下列情况且无可靠保护措施时,不得进行焊接作业:
1 大气相对湿度大于90%,焊件表面潮湿、覆盖有冰雪;
2 雨、雪天气;
3采用电弧焊焊接,作业现场风速大于8m/s;采用气体保护焊等焊接,作业现场风速大于2m/s;采用低氢型焊条焊接,作业现场风速大于5m/s;
4 环境温度低于焊接工艺规程中规定的温度。
6.2.5 当抽样检验的焊缝全部合格时,抽样代表的检验批应视为全部合格;当抽样检验出现不合格焊缝时,应进行返修,并应按下列规定扩大检验:
1 每出现1道不合格焊缝,应按原探伤方法再抽检2道该焊工同批焊缝;
2第2次抽检仍出现不合格焊缝,应对该焊工所焊全部同批的焊缝按原探伤方法检验;对出现的不合格焊缝应返修,并应对返修的焊缝按原探伤方法检验;
3 裂纹缺陷的焊缝应从管道上切除;非裂纹性缺陷可直接返修,修补长度不应小于50mm,否则应将该焊缝切除;
4焊缝在同一部位的返修次数不得超过2次,根部返修不得超过1次,返修后应按原标准检测。
主控项目
6.2.6管道、管件等材料的质量应符合国家现行标准的规定,材质、规格型号应符合设计文件要求。钢质弯管、弯头、三通、异径接头应采用机制管件。
检查数量:全数检查。
检查方法:检查核对产品质量证明文件。
6.2.7焊材型号应符合设计文件和焊接工艺规程文件的要求,焊材质量应符合国家现行标准的规定。
检查数量:全数检查。
检查方法:对照规程文件进行检查,核对产品质量证明文件。
6.2.8焊缝的坡口形式和尺寸应符合设计文件和焊接工艺规程文件的要求。当无规定时,焊缝坡口形式和尺寸应符合现行国家标准《现场设备、工业管道焊接工程施工规范》GB 50236的规定。
检查数量:全数检查。
检查方法:用焊缝检验尺检查。
6.2.9 管道或管件对接焊缝组对时,内壁错边量不应大于母材厚度的10%,且不应大于2mm。
检查数量:全数检查。
检查方法:量尺测量,取最大值。
6.2.10 管道对口时应测量平直度,当管道公称尺寸小于DN100时,平直度允许偏差应为1mm;当管道公称尺寸大于或等于DN100时,平直度允许偏差应为2mm。全长平直度允许偏差应为10mm。
检查数量:全数检查。
检查方法:管道对口时应在距接口中心200mm处测量平直度,检查相互垂直的两个方向,偏差取最大值。全长平直度宜采用拉线法测量,从连接的管道两端拉直线,在中部量取管道与测线之间偏差的最大值,即为全长平直度。
6.2.11 焊前预热处理及焊后缓冷应符合设计文件和焊接工艺规程文件的要求。
检查数量:全数检查。
检查方法:检查热处理过程记录。
6.2.12 焊接完成后应对焊接接头进行焊缝质量检验,检验内容应包括外观检查和无损检测,检查数量及合格标准应符合设计文件要求。当设计文件未要求时,应按表6.2.12的规定执行。

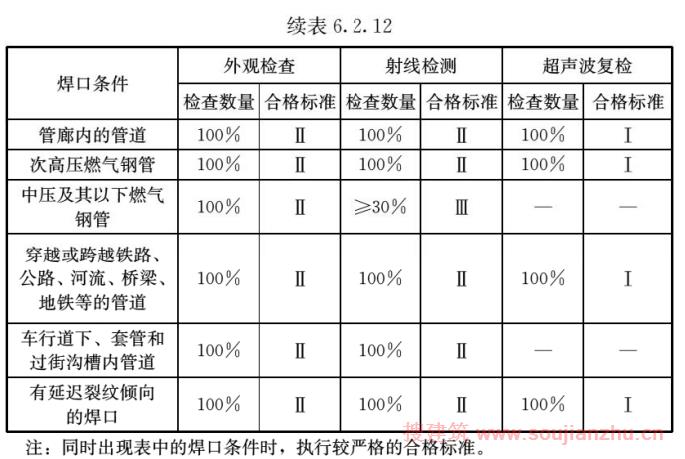
检查方法:管道焊缝外观检查应按现行国家标准《现场设备、工业管道焊接工程施工质量验收规范》GB 50683的规定执行。管道焊缝无损检测应按国家现行标准《承压设备无损检测 第2部分:射线检测》NB/T 47013.2、《承压设备无损检测 第3部分:超声检测》NB/T 47013.3或《钢质管道焊接及验收》GB/T 31032的规定执行。有延迟裂纹倾向的焊口应在24h后进行无损检测。
6.2.13 射线检测受限的角焊接头可采用磁粉检测或渗透检测。采用磁粉检测或渗透检测时,焊缝质量不应低于现行行业标准《承压设备无损检测 第4部分:磁粉检测》NB/T 47013.4-2015或《承压设备无损检测 第5部分:渗透检测》NB/T 47013.5-2015中的Ⅰ级。
检查数量:100%检测。
检查方法:磁粉检测或渗透检测。
6.2.14管道组对时,纵向焊缝和环向焊缝的位置应符合下列规定:
1对接焊缝相连接的两管道纵向焊缝间的距离不应小于100mm;
2同一直管段上两个环向焊缝间的距离不应小于管子外径,且不应小于150mm;
3管道环向焊缝与支架、吊架边缘之间的距离不应小于50mm;需要进行热处理的焊缝与支架、吊架边缘之间的距离不应小于焊缝宽度的5倍,且不应小于100mm。
检查数量:全数检查。
检查方法:量尺测量。





