7.3 厌氧消化工艺
7.3.1 厌氧消化前餐厨垃圾破碎粒度应小于10mm,并应混合均匀。
▼ 展开条文说明
7.3.1厌氧消化要求物料流动性好,如果消化物料中颗粒粗大,则易发生沉淀而影响物料的流动性。另外颗粒粗大也影响厌氧消化速度和效果。
7.3.2 餐厨垃圾厌氧消化的工艺应根据餐厨垃圾的特性、当地的条件经过技术经济比较后确定。
7.3.3 湿式工艺的消化物料含固率宜为8%~18%,物料消化停留时间不宜低于15d。
7.3.4 干式工艺的消化物含固率宜为18%~30%,物料消化停留时间不宜低于20d。
▼ 展开条文说明
7.3.2~7.3.4餐厨垃圾厌氧消化工艺按照消化物料含固率不同可分为湿式和干式,按照物料温度分为高温和中温。湿式工艺的物料含固率一般控制在8%~18%,干式工艺物料含固率控制在18%~30%。控制含固率是厌氧发酵工艺的关键技术之一,物料含固率控制的效果好坏直接影响厌氧发酵工艺的稳定性和可靠性。物料停留时间湿式工艺控制在15d以上,干式工艺20d以上可保证有机物降解率。
湿式和干式厌氧发酵工艺各有优缺点:
湿式的优点有:①物料流动性好,易于输送;②易于搅拌,设备耗电虽较小;③物料在反应器的停留时间较短。缺点有:①处理负荷较小;②对于含水率低的垃圾需要额外加水,增加污水处理负担;③物料在反应器中重物质易沉淀,轻物质易漂浮,使得物料匀化较困难;④耗水耗热量较大;⑤物料在反应器中易发生短流;⑥对物料预处理要求高。
干式的优点有:①有机物负荷高,抗负荷冲击能力较强;②系统稳定性较好;③对物料预处理要求较低,物料不易发生短流。缺点有:①物料流动性较差,输送耗电较大;②物料均匀性控制较难,需停留时间较长;③宜堵塞而造成停产。
7.3.5 消化物料碳氮比(C/N)宜控制在(25~30):1,pH值宜控制在6.5~7.8。
▼ 展开条文说明
7.3.5餐厨垃圾中的碳氮比(C/N)对消化过程影响很大。大部分产甲烷菌可以利用二氧化碳作为碳源,形成甲烷;氮源方面只能利用氨态氮,而不能利用复杂的有机氮化合物。据有关研究,当氮的含量很高时,高浓度的氨态氮抑制了厌氧发酵产甲烷,在消化过程中,当氨增加到2000mg/L以上时,甲烷产量降低。而当氮的含量适当时,这些氮经分解产生的氨可以调节酸碱度,防止酸积累,利于产甲烷菌发挥其活性。一般情况下,随着C/N比的增加,产气量增加,但C/N比达到30左右后产气量增加趋于平稳。本条提出了物料碳氮比(C/N)和碱度的要求是为了使厌氧发酵达到最佳状态,保证厌氧发酵的效果。
7.3.6 可采用中温厌氧消化或高温厌氧消化,中温温度以35℃~38℃为宜,高温温度以50℃~55℃为宜。厌氧消化系统应能对物料温度进行控制,物料温度上下波动不宜大于2℃。
▼ 展开条文说明
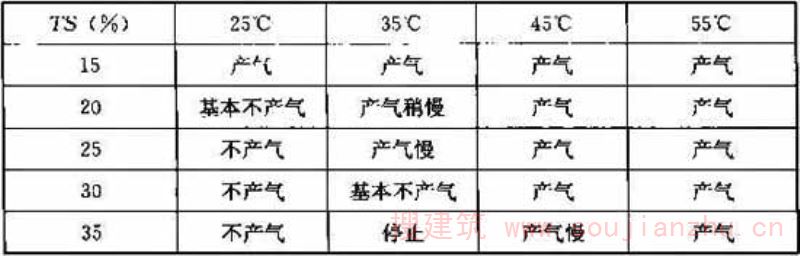
7.3.6厌氧消化是一个微生物的作用过程,温度作为影响微生物生命活动过程的重要因素,主要通过影响酶活性来影响微生物的生长速率和对基质的代谢速率。在厌氧消化应用的三个温度范围[常温(20~25)℃,中温(30~40)℃,高温(50~60)℃]中,中温和高温消化是生化速率最高和产气率最大的区间。对于干式发酵工艺,含固率大于20%时,在25℃温度下基本不产气,发酵停止,中温发酵速度也较慢,随着含固率(TS)的增加,中温发酵也慢慢停止,只有高温发酵还可以继续进行。表1反映了不同含固率与不同物料温度组合下的厌氧发酵情况。
表1不同温度和含固率的发酵情况
7.3.7 餐厨垃圾中钠离子含量高对厌氧发酵影响较大时,宜采取降低钠离子的措施。
▼ 展开条文说明
7.3.7钠离子对甲烷菌有抑制作用,一般餐厨垃圾中含盐量较高,致使钠离子含量较高,甲烷菌受到抑制而降低厌氧发酵的效率。可以向餐厨垃圾中加入膨润土、白云石粉、粉煤灰、轻烧MgO等矿物材料来降低钠离子含量。
7.3.8 餐厨垃圾厌氧消化器应符合下列规定:
1 应有良好的防渗、防腐、保温和密闭性,在室外布置的,应具有耐老化、抗强风、雪等恶劣天气的性能。
2 容量应根据处理规模、发酵周期、容器强度等因素确定。
3 厌氧消化器的结构应有利于物料的流动,避免产生滞流死角。
4 厌氧消化器应具有良好的物料搅拌、匀化功能,防止物料在消化器中形成沉淀。
5 应有检修孔和观察窗。
6 应配置安全减压装置,安全减压装置应根据安全部门的规定定期检验。
▼ 展开条文说明
7.3.8本条是对厌氧消化器的基本规定。物料的搅拌是厌氧消化器的技术关键,搅拌可以使消化物质均一化,提高物料与细菌的接触,加速消化器底物的分解。与污水的厌氧消化相比,餐厨垃圾的含固率高,一部分沼气产生后滞留在消化物料中,通过搅拌可及时释放滞留的沼气。餐厨垃圾的干式消化虽然处理量大,高峰期产气速度也快,但是消化时间较长,良好的搅拌也是解决这一问题的有效措施之一。在干式厌氧消化处理系统中,搅拌是一个技术上的难点,这是因为高的含固率给搅拌装置的选择和动力的配置带来了困难。目前,在厌氧消化中主要的搅拌方式有机械搅拌、发酵液回流搅拌和沼气回流搅拌。
厌氧消化器的检修和安全减压装置是保证厌氧消化器稳定、安全运行的重要因素,因此本条对厌氧消化器的检修和安全减压装置提出了要求。
7.3.9 对厌氧产生的沼气应进行有效利用或处理,不得直接排入大气。
▼ 展开条文说明
7.3.9沼气是含有大量甲烷的可燃气体,甲烷既是温室气体,又是一种能源,如果沼气不进行利用而排向大气,既浪费了能源,又污染了环境。因此本条要求厌氧产生的沼气要加以利用。如量小不值得利用,也要将其燃烧后排放。
7.3.10 工艺中产生的沼液和残渣应得到妥善处理,不得对环境造成污染。
▼ 展开条文说明
7.3.10本条是对沼液和残渣处理的基本规定。
7.3.11 沼液做液体肥料时,其液体肥产品质量应符合国家现行标准《含腐植酸水溶肥料》NY 1106的要求。
▼ 展开条文说明
7.3.11本条是对沼液作叶面肥的基本规定。












